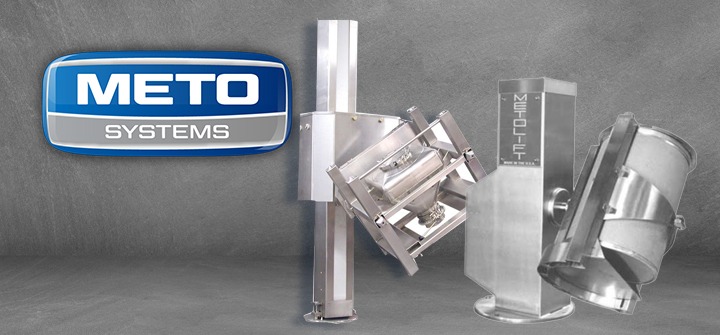
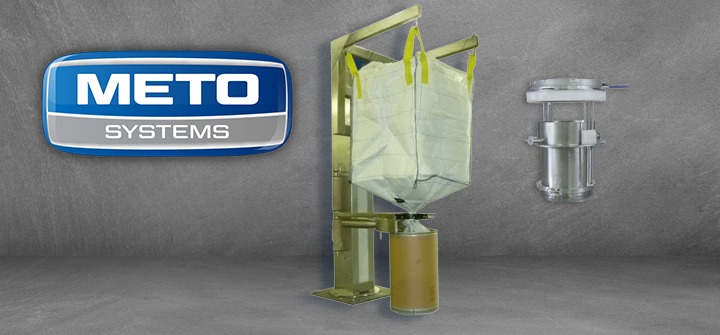
Powder flow problems can cause frustration and create backups resulting in expensive downtime and the production of substandard products. Powders can act like solids and liquids and lead to product flow issues. Flow issues can result from a product’s handling, storage, and uniform processing, including too much or insufficient blending.